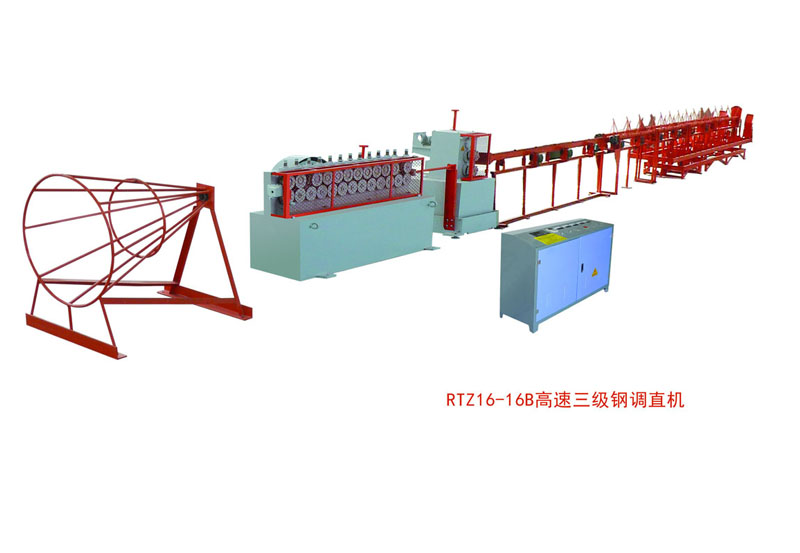
RTZ16-16B type cold rolled ribbed bar equipment, hot rolled ribbed steel bar straightening and cutting machine, suitable for cold rolled ribbed steel bar straightening and cutting line, hot rolled ribbed steel bars (three steel) straightening and cut, construction, concrete, mesh processing length straight wire of the ideal equipment.The RTZ16-16B Cold-Rolled Ribbed Steel Bar Equipment and Hot-Rolled Ribbed Steel Bar Straightening and Cutting Machine are applicable for on-line straightening and cutting of cold-rolled ribbed steel bars, as well as straightening and cutting of hot-rolled ribbed steel bars (Grade III steel). It serves as an ideal equipment for construction projects, concrete components, and processing of mesh sheets with fixed-length straight bars.
● Feature 1: Straightening System:
Adopts the multi-wheel group straightening machine structure developed by our factory over many years. It utilizes both horizontal and vertical sets of multi-wheel straightening. The straightening system includes position movement memory detection. When switching to steel bars of different diameters, the straightening wheels automatically adjust upward or downward to achieve quick straightening (patented technology), reducing straightening time. The entire process is fully automatic. The multi-wheel group synchronously pulls the steel bars, reducing pressure between the wheels and the bars as well as traction force, thereby lowering energy consumption and material loss.
● Feature 2: Cutting System:
Equipped with imported servo motors to ensure cutting accuracy and support high-speed frequent start-stop cutting, significantly enhancing reliability and durability.
● Control System:
Utilizes advanced PLC program control, a color touchscreen display, and button input to minimize touchscreen damage caused by harsh environments. Key components employ imported brand-name products. The system includes fault identification and alarm functions.
1. Thirty sets of preset lengths enable efficient cutting of 500 mm lengths with high precision, making it a high-efficiency, low-loss equipment.
2.When installed after a wire drawing machine, it can form an efficient equipment unit for continuous rolling and online straightening. The straightening machine automatically tracks the speed of the wire drawing machine.
3.Features an innovative intermittent flying shear cutting mechanism. The motor operates for only 0.15 seconds per cut, reducing mechanical and electrical wear, extending service life, and ensuring high cutting accuracy. This design overcomes the shortcomings of traditional straightening machines, such as continuous cutting and poor operational reliability.
4.Employs the bending stress elimination principle for straightening, ensuring no scratching of the wire material and minimal strength loss after straightening.
5.The control unit is designed separately from the main machine to improve the reliability of the electrical control system.
6. The discharge rack adopts a 360-degree rotating design to prevent jamming and avoid issues like frequent adjustments and uneven discharging.
Note: Additional functions such as automatic stop when no material is detected, secondary material receiving, and finished product conveyor belts can be added according to user requirements.
Our company now launches a new model of straightening machine, which achieves a straightening speed of over 200 m/min. It delivers excellent straightening results with no flipping or twisting. Interested parties are welcome to inquire with our company.
Technical Parameters of Straightening Machines
|
Name
|
unit of measurement
|
Technical parameter
|
|
Model
|
|
LTZ12-12A
|
LTZ12-12B
|
LRTZ12-12A
|
LRTZ12-12B
|
RTZ12-12A
|
RTZ16-16B
|
|
Types of straightening reinforcement
|
|
Cold rolled and hot rolled coil
|
Cold rolled and hot rolled coil
|
Cold rolling and hot rolling plate
|
Cold rolling and hot rolling plate
|
Hot rolled plate
|
Hot rolled plate
|
|
Straightening diameter
|
mm
|
Φ4-10/12
|
Φ4-10/12
|
Φ4-12
|
Φ4-12
|
Φ5-12
|
Φ6-16
|
|
Straightening speed
|
m/min
|
50
|
80
|
80
|
180
|
180(200)
|
180(200)
|
|
Predetermined length
|
m
|
0.5--99
|
0.8--99
|
1--99
|
1--99
|
1--99
|
1--99
|
|
Cutting error
|
mm
|
±7(±2)
|
±5(±2)
|
±5(±2)
|
±2
|
±2
|
±2
|
|
Length of chute
|
m
|
6
|
8
|
8
|
8--12
|
8--12
|
8--12
|
|
Length of material rack
|
m
|
1--12m( More than 9 meters is optional)
|
|
control mode
|
|
A set of controls
|
Two sets of NC cycle
|
Touch screen+PLC
|
Touch screen+PLC
|
Touch screen+PLC
|
Touch screen+PLC
|
|
Host power
|
Kw
|
5.5/7.5
|
15
|
15
|
37
|
37
|
55
|
|
Cutoff power
|
Kw
|
2.2
|
4
|
4.5
|
5.5
|
5.5
|
7.5
|
|
Working area (including discharge)
|
Length * width * height
|
12×1.5×2
|
15×2×2
|
15×2×2
|
30×2×2
|
30×2×2
|
40×2×2
|
|
Weight (approx.)
|
Kg
|
1500
|
1800
|
8200
|
5200
|
5000
|
7200
|
|
Number of traction wheels
|
only
|
6
|
6
|
6
|
10
|
10
|
10
|
|
Straightening method
|
|
rotate
|
rotate
|
Vertical and horizontal and rotate
|
Vertical + horizontal
|
vertical
|
vertical
|
|
Speed regulation method
|
|
Single-speed control
|
Tdual-end speed control
|
Two segment velocity
|
frequency conversion
|
frequency conversion
|
frequency conversion
|
|
Shear control mode
|
|
CNC mechanical
|
CNC mechanical
|
servo control
|
servo control
|
servo control
|
servo control
|
|
Shearing Length Measurement Method
|
|
|
|
|
Rotary Encoding
|
Rotary Encoding
|
Rotary Encoding
|
|
Discharging Rack Type
|
|
single
|
single
|
double
|
double
|
double
|
double
|
|
Automatic Reinforcement Leveling Device
|
|
|
|
|
Equipped
|
Equipped
|
Equipped
|
|
Output of Φ6 mm rebars
|
Kg
|
666 kg/h
|
1000 kg/h
|
1000 kg/h
|
2398 kg/h
|
2398 kg/h
|
2500 kg/h
|
|
Output of Φ8 mm rebars
|
Kg
|
1180 kg/h
|
1900 kg/h
|
1900 kg/h
|
4200 kg/h
|
4200 kg/h
|
4200 kg/h
|
|
Output of Φ10 mm rebars
|
Kg
|
1840 kg/h
|
2950 kg/h
|
2950 kg/h
|
6000 kg/h
|
6000 kg/h
|
6000 kg/h
|
|
Output of Φ12 mm rebars
|
Kg
|
|
|
|
7000 kg/h
|
7000 kg/h
|
7000 kg/h
|
|
Output of Φ14 mm rebars
|
Kg
|
|
|
|
|
|
8000 kg/h
|
|
Output of Φ16 mm rebars
|
Kg
|
|
|
|
|
|
9000 kg/h
|
|
Operator
|
People / Unit
|
1
|
1
|
1
|
2
|
2
|
2
|
|
|
|
|
|
|
|
|
|
|


