安徽省钢力机械制造有限公司
- 更多栏目 三面带肋钢筋设备
-
三面带肋钢筋机组_ZT12-10B型
阅读次数:7643 04/05/2017 返回
ZT系列冷轧带肋钢筋设备生产线是将热轧盘圆钢筋经冷轧、再其表面冷轧形成三面有月牙横肋的钢筋经调直、切断、落料、加工成建筑工程现浇或预制直接使用的冷轧带肋钢筋。产品符合GB13788—2000标准。
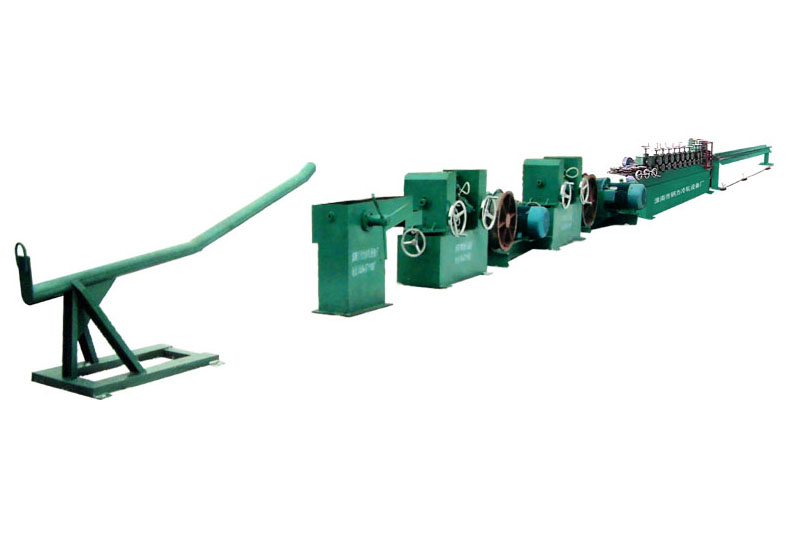
该机具有自动化程度高,操作极为方便,是一套高效率在线调直(一次成型直条)生产线和成品圆盘状冷轧带肋钢筋调直后比较每吨可以节约30元左右的生产成本。
速度最快的冷轧带肋机组,三十组预设长度,高效剪500毫米长度,能剪出5毫米的精度,也能每分钟稳定运行180米, 是目前独一无二的高效机组
结构特点:1、独家设计:30组预置设计,可循环设置,有效解决因停机改换尺寸,影响 工 作效率,是一般设备2~3倍以上的效率。
2、独创的切断:采用交流伺服电机间歇式设计,机械磨损小,使用寿命长,切断一次电机只运转0.1秒。避免连切,工作可靠性差等缺陷。
3、独家设计:采用双放线架和整线系统设计,人工放线已成为历史,也减少因停机穿线、焊接造成效率低下。
4、独家设计:采用二次成品收集装置给成品打捆带来方便。
5、可配独创的牵引机,不用润滑粉、不用润滑液、节约成本,无粉尘生产(ZT12-10C)。
6、该机采用全辊动牵引校直结构,有效解决伤肋问题。
7、该系列冷轧设备均可采用合金拉丝滚筒,两台卧式重型拉丝机,穿丝方便、调整简单。不会因调整不当造成断丝、成品质量不稳定等弊病。
8、如减径1毫米左右,可以用一台拉丝机操作更简单,更省电。
9、独创的切断:采用交流异步电动机间歇式设计,机械磨损小,使用寿命长,切断一次电机只运转0.3秒,避免传统校直机的连切,工作可靠性差等缺陷。
10、两台轧机均采用全钢制结构、承受力大、不会损坏。
11、该机组电动机采用交流异步无级调速电动机、控制电路简单、可靠性高、几乎免维护,操控简单,也可配变频调速。
12、落料架采用360度旋转设计,不会夹条,避免经常调整和落料不顺畅等缺陷。名 称 单 位 技 术 参 数 在线调直 在线调直 在线调直 在线调直 型 号 ZJ8-7 ZJ12-10 ZJ8-7A ZJ12-10A ZT8-7A ZT12-10A ZT8-7B ZT12-10B 加工母材直径 毫米 φ6.5-8 φ6.5-12 φ6.5-8 φ6.5-12 φ6.5-8 φ6.5-12 毫米/mm φ6.5-8 φ6.5-12 成品尺寸 φ5-7 φ5-10 φ5-7 φ5-10 φ5-7 φ5-10 φ5-7 φ5-10 线速度 米/分钟 80 80 150 180 80 80 150 150 m/min 预定长度 米 1.5~90 1.5~90 1.5~90 m 落料滑道长度 米 8 8 8 8 m 落料滑道方式 360°旋转 360°旋转 360°旋转 360°旋转 二次收集接料长度 m/米 6▲ 6▲ 二次接料方式 360°旋转
▲360°旋转
▲调速 无级 无级 无级 无级 无级 无级 无级 成品输送带长度 米 可按要求另配 可按要求另配 可按要求另配 可按要求另配 m 切断误差 毫米 ±2.5 ±2.5 ±2.5 ±2.5 mm 总功率 千瓦 ~50 ~65 ~75 ~110 ~55 ~75 ~75 ~110 KW 总重 公斤 ~5000 ~6500 ~6500 ~9000 ~7000 ~8000 ~8000 ~11000 Kg 工作使用面积 长×宽×高 20×2.5×2 20×3×2 25×3×2 25×3.5×2 32×4×2 32×4×2 40×4×2生产12米 45×4×2生产12米 包括放线,最小 m/米 放线架 有单组 有双组 有单组 有单组 有双组 有双组 整线器 有 有 有 有 对焊机 有 有 有 有 轧制次数 2 2 2 2 2 2 2 2 轧片尺寸 mm φ150 φ150 φ150 φ150 φ150 φ150 φ150 φ150 排线方法 光杆排线器 光杆排线器 光杆排线器 光杆排线器 收线重量 公斤/kg 700 1000 700 1000 收线机 台 1 1 1 1 在线调直机 台 1 1 1 1 除鳞机 台 1 1 1 1 1 1 1 1 应力消除 台 1 1 1 1 操作控制台 台 1 1 1 1 1 1 1 1 冷却系统 套 1 1 1 1 1 1 1 1 拉丝机 500型 650型 650型 750型 650+750型 650+750型 650+800型 650+800型 台数 2台 2台 2台 2台 2台 2台 2台 2台 轧机 2台轧机 2台轧机 2台轧机 2台轧机 2台轧机 2台轧机 2台轧机 2台轧机 按φ7mm钢筋产量 公斤 1449公斤 1449公斤 2718公斤 3260公斤 1449公斤 1449公斤 2718公斤 2718公斤 kg 每小时 每小时 每小时 每小时 每小时 每小时 每小时 每小时 按φ10mm钢筋产量 2960公斤 6660公斤 2960公斤 5550公斤 每小时 每小时 每小时 每小时 操作人员 名/台 2以上 2以上 2以上 2以上 3以上 3以上 3以上 3以上 注:▲选配装置 如有变动恕不另行通知