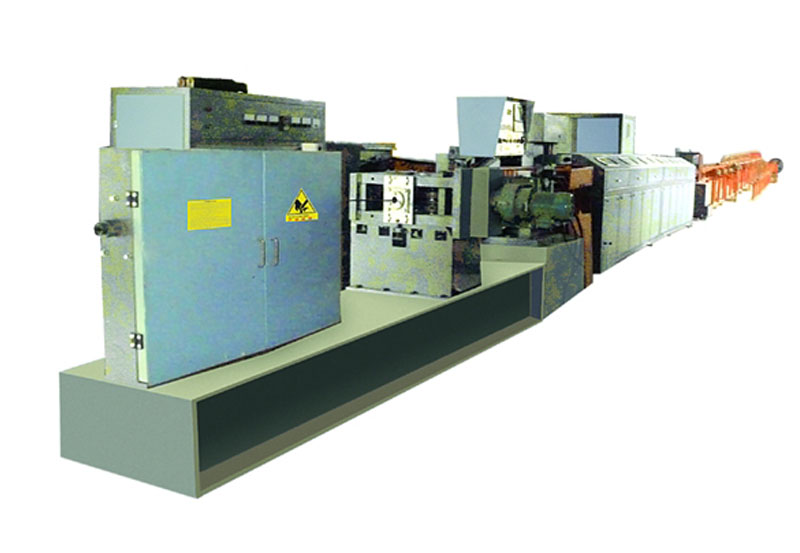
机组配置及性能简介
本机组是用于生产冷轧二面带肋钢筋的专用设备,该套生产线可将Φ6.5-Φ14mm的Q235热轧盘圆钢筋(图1),冷轧制成两面有月牙的带肋钢筋(图2)。
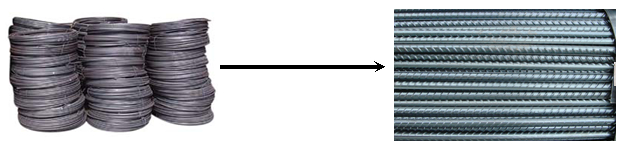
图1盘圆 图2二面带肋钢筋
全套设备由放线架、整线笼、除鳞机、付轧机、主轧机、矫直、加热、测温、剪切、滑道、两面接料、气动自动推平,收线机等组成。机组按连续工作制设计,整套设备由PLC系统控制。
下面是各组成部分结构及性能的简单描述:
(1)放线架的作用是保证该机组的高速运行,其由双放线炮管组成,一个是工作架,另一个是备储架,当一个在放线时可对另外一个炮管进行预装料。当工作架上的盘圆放完时,将该卷盘圆的尾端与另备储架上盘圆的头端对焊打磨后,可继续开机,此时可对另一个放线架进行预装料,这种预装料设计理念可提高因停机后装料而降低工作效率。

(2)整线笼、电动上下除鳞机
整线笼由螺纹钢焊接制成,其漏斗状外形可把钢筋由环形变成螺旋直条状,从而保证钢筋进入除鳞机前基本是直条,保证机器高速可靠运行。
带防尘除鳞机由5个滑轮,主要功能是将热轧盘圆通过5个除鳞轮反复弯曲将表面氧化皮剥落,提高钢筋表面质量,起到减少对轧辊磨损的重要作用。底座钢板组焊接而成,如节约场地,可与主机装在一个底座上。

(3)付轧机(见上图)
钢筋经过付轧机将钢筋轧扁、减径,为主轧机轧螺纹做好准备,付轧机为被动式轧机。
(4)主轧机
主轧机是螺纹钢成型的最后一道工序,轧机受力大,要求轧机加工精度高、轧机有以下优点:
1、中心免调整、(国内独有)大小新旧轧辊,轧机中心不用调。
2、轧辊使用寿命长,一次轧制可高达上万吨以上。
3、轧辊更换方便、(国内独有)滑道抽屉式更换,10分钟搞定。
4、主轧机的自动冷却系统(国内独有)。
5、自动化程度高、(国内独有)全自动同心,换钢筋进出导位不用调整,********技术。
6、一体化高精度导位、(国内独有)上下左右,一个导位就能搞定。
7、独有的电脑数控自动黄油加给系统,解决因工人不及时打油造成轴承损坏(国内独有)。

(5)控制台
唯一的控制台把轧机、加热、切断、落料、接料、钢筋落下摆动、推平、集中在一个面板上,真正做到一体化集中控制,把控制头放在轧机上,做到不占车间位置,可在有限的厂房内安装更多的设备,控制系统采用PLC程序控制,触摸屏显示,可以提高设备的运行稳定性和直观性,可通过触摸屏显示故障位置。

注:本设备采用用红外线非接触式测温方式,光纤传导,抗干扰能力强,数字显示温度。
(6)加热柜(见上总图)
此套设备运行****的成本是电费,钢筋加热设备好坏直接体现在耗电指数上,采用高性能中频或超音频加热设备,可节约20―50度/吨电费,要求采用高性能RGBT模块,电转换效率高,加热设备运行安全、可靠,绿色、环保。

(7)剪断
剪断采用我厂自主开发的飞剪,剪切动力小、反应快,故障率低,免维护,经多年改进,技术非常成熟,具有行业领水平。


(8)两面挑翻转落料系统
该系统采用(A→B→A)的双组循环工作模式,可分别进行参数设定,分别进行集料打捆,满足不停机打捆的需求。
双接料架(左右)接料,是减少停机打捆,提高生产效率的一种方法。钢筋切断后从翻板上落下,落到U型接料装置内储存,是一种可靠的集料方法。

(9)推平装置(多种推平)
钢筋落到集料架内长短不齐,需要推平,我厂设计一种气动自动推平装置,可替代人工推平,消除不安全隐患,可设定多少根推一次。

单动力与双动力的二面冷轧带肋钢筋生产机组相比其缺点:
1、对焊不牢固易断条;
2、每次穿条时有10~20米的废料;
3、轧辊受力过大,易损坏。
|
产品名称
|
单位
|
冷轧二面带肋钢筋机组
|
冷轧二面带肋钢筋机组
|
冷轧二面带肋钢筋机组
|
冷轧二面带肋钢筋机组
|
冷轧二面带肋钢筋机组
|
冷轧二面带肋钢筋机组
|
|
型号
|
|
LMD10-9A
|
LMD12-10B
|
LMD12-10C
|
LMS12-10A
|
LMS12-10B
|
LMS16-14C
|
|
加工母材直径
|
毫米(mm)
|
φ6-10
|
φ6-12
|
φ6-12
|
φ6-12
|
φ6-12
|
φ6-14
|
|
加工成品直径
|
毫米(mm)
|
φ5-9
|
φ5-11
|
φ5-11
|
φ5-11
|
φ5-11
|
φ5-13
|
|
轧辊线速度
|
米/分钟(m/min)
|
120
|
150
|
180
|
150
|
180
|
200
|
|
预定长度
|
米(m)
|
1~99
|
1~99
|
1~99
|
1~99
|
1~99
|
1~99
|
|
落料滑道长度
|
米(m)
|
6~12
|
6~12
|
6~12
|
6~12
|
6~12
|
6~12
|
|
落料方向
|
|
单方向落料
|
双面落料
|
双面落料
|
双面落料
|
双面落料
|
双面落料
|
|
落料滑动方式
|
|
360°旋转
|
360°旋转
|
360°旋转
|
360°旋转
|
360°旋转
|
360°旋转
|
|
排钢筋间距
|
毫米(mm)
|
选配件5~20
|
|
二次集料长度
|
米(m)
|
选配长度6~12
|
|
集料推平方式
|
|
气动自动推平
|
|
调速
|
|
调速
|
变频
|
变频
|
变频+变频
|
变频+变频
|
变频+变频
|
|
控制方式
|
|
文本+PLC
|
文本+PLC
|
触摸屏+PLC
|
触摸屏+PLC
|
触摸屏+PLC
|
触摸屏+PLC
|
|
切断误差
|
毫米(mm)
|
±4
|
±2
|
±2
|
±2
|
±2
|
±2
|
|
主机功率
|
千瓦(KW)
|
75KW
|
90KW
|
132KW
|
75KW+90KW
|
90KW+110KW
|
110KW+132KW
|
|
加热功率
|
千瓦(KW)
|
300
|
400(500)
|
500(600)
|
500
|
600
|
800
|
|
总功率
|
千瓦(KW)
|
400
|
500
|
650
|
670
|
800
|
1050
|
|
总重(约)
|
公斤(Kg)
|
6000
|
8000
|
14000
|
9000
|
16000
|
20000
|
|
工作面积(包括放线、最小)
|
长×宽×高米(m)
|
40×5×6
|
50×5×6
|
50×5×6
|
50×5×6
|
55×5×6
|
70×5×6
|
|
放线架
|
|
双 组
|
|
整线器
|
|
选配件
|
|
轧机
|
|
上同步加压
|
电动自动调
|
电动自动调
|
电动自动调心
|
电动自动调心
|
电动自动调心
|
|
轧制次数
|
|
2
|
2
|
2
|
2
|
2
|
2
|
|
轧片尺寸
|
mm
|
主动轧机φ228
+被动轧机φ155
|
主动轧机228+被动轧机φ210
|
主动轧机φ228+被动轧机φ210
|
主动轧机φ228+主动副轧机φ210
|
主动轧机φ228+主动副轧机φ210
|
主轧机φ228+主动副轧机φ210
|
|
调直方式
|
|
在线直条
|
在线直条
|
在线直条
|
在线直条
|
在线直条
|
在线直条
|
|
收线机
|
|
选配件
|
|
Φ6m钢筋产量
|
公斤(Kg)
|
1598kg/h
|
2000kg/h
|
2398kg/h
|
2000kg/h
|
2398kg/h
|
2660kg/h
|
|
Φ7mm钢筋量
|
公斤(Kg)
|
2170kg /h
|
2700Kg/h
|
3250kg/h
|
2700 kg/h
|
3250Kg/h
|
3620 kg/h
|
|
Φ8m钢筋产量
|
公斤(Kg)
|
2800kg /h
|
3555kg/h
|
4200kg/h
|
3555 kg/h
|
4200kg/h
|
4728 kg/h
|
|
Φ9m钢筋产量
|
公斤(Kg)
|
3500kg /h
|
4400Kg/h
|
5000kg/h
|
440Kg/h
|
5000kg/h
|
5988 kg/h
|
|
Φ10mm钢筋量
|
公斤(Kg)
|
|
5000kg/h
|
5500kg/h
|
5000kg/h
|
5500kg/h
|
6000 kg/h
|
|
Φ11mm钢筋量
|
公斤(Kg)
|
|
5500kg/h
|
6000kg/h
|
5500 kg/h
|
6000kg/h
|
7500 kg/h
|
|
Φ12mm钢筋量
|
公斤(Kg)
|
|
|
|
|
|
7000 kg/h
|
|
Φ13mm钢筋量
|
公斤(Kg)
|
|
|
|
|
|
8000 kg/h
|
|
Φ14mm钢筋量
|
公斤(Kg)
|
|
|
|
|
|
7000 kg/h
|
|
Φ15mm钢筋量
|
公斤(Kg)
|
|
|
|
|
|
8000 kg/h
|
|
整套操作人员
|
名/台
|
3
|
4
|
4
|
4
|
4
|
4
|




